Универсальный распиловочный агрегат




Патент с оконченным сроком действия
Патент с оконченным сроком действия



















Изобретение относится к деревообработке и может применяться для производства пиломатериалов. Агрегат включает: станину с продольными направляющими; рабочий узел, установленный на продольных направляющих с возможностью возвратно-поступательного движения; режущие инструменты, закрепленные в рабочем узле и выполненные в виде комплектов, состоящих из фрез для обработки поверхности заготовки и дисковых пил для распила заготовки в двух взаимно перпендикулярных плоскостях; моторы, закрепленные в рабочем узле с возможностью осуществления привода режущих инструментов; узел центровки и фиксации заготовки; узел подачи заготовки в зону контакта с режущим инструментом, выполненный в виде размещенных с боковых продольных сторон станины крестообразных зажимных устройств, каждое из которых образует обойму револьверного типа, вмещающую от одной до четырех заготовок одновременно, при этом фиксация заготовки в зажимном узле предусматривает возможность поворота заготовки в любой из позиций на 180 градусов относительно продольной оси заготовки. Изобретение повышает производительность станка и снижает энергозатраты на обработку древесины.
Изобретение относится к области деревообработки и может применяться для производства древесных пиломатериалов.
Уровень техники
Известны многочисленные технические решения в области распиловки и обработки древесины. Среди них следует упомянуть патент РФ №2056274 [1], патент РФ №2181079 [2], в которых описано устройство пилорамы, а также патенты США №6202719 [3] и 6896019, в которых описаны установки для предварительной обработки заготовок и подачи заготовок к режущему инструменту. Все упомянутые аналоги предназначены для продольной обработки и распиловки бревен, однако их производительность невысока из-за того, что в установку, как правило, подается одновременно не более одной заготовки, а ограниченность в выборе карты распиловки позволяет использовать для производства пиломатериалов строительного стандарта не более 60 процентов объема заготовки.
Наиболее близким к заявляемому решению по своему назначению, но не по конструкции является комплекс для обработки тонкомерных лесоматериалов «КТ-200у», выпускаемый заводом «Агрегат» в г.Москве (см. http://www.kami-stanki.ru/wood) [5]. В этом комплексе допускается распиловка бревна с максимальным диаметром 200 мм при наибольшей высоте пропила в 160 мм. В установке КТ-200у, как и в вышеуказанных аналогах [1] и [2], предварительно ошкуренная (окороченная) заготовка в виде одного калиброванного цилиндрического бревна подается с торцевой стороны и в процессе поступательного движения подвергается фрезеровке и распилу в вертикальной плоскости стационарно закрепленными фрезами и дисковыми пилами.
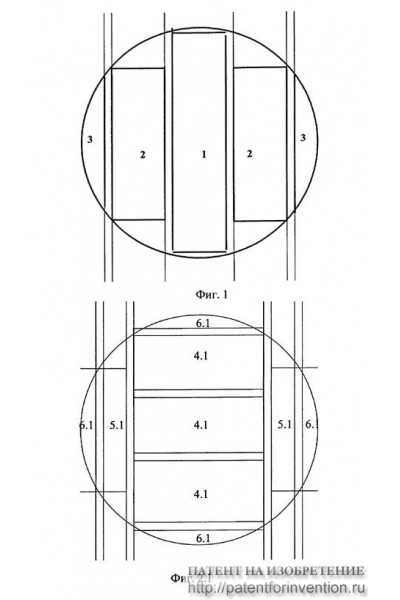
При этом за один проход заготовки, например, диаметром 190 мм, в установке можно изготовить при оптимальном раскрое (см. Фиг.1) обрезные доски ограниченного ассортимента: с поперечным размером 175 мм × 52 мм, 125 мм × 45 мм и 100 мм × 16 мм, однако пиломатериалы подобного размера имеют весьма малую востребованность. В связи с этим требуется дополнительная операция - подгонка досок на обрезном станке. Очевидно, что реализация такого производственного цикла требует значительных площадей, потребляет много электроэнергии, дает много отходов и отнимает много времени.
Техническая задача
Задача, на решение которой направлено заявляемое изобретение, состоит в том, чтобы добиться снижения себестоимости пиломатериалов и получения более широкого ассортимента сортового конечного продукта в распиловочном агрегате.
Существо изобретения
Технический результат достигается за счет разработки универсальной конструкции, позволяющей осуществлять одновременно несколько операций над несколькими заготовками и при этом выполнять в процессе обработки заготовки пропилы различной глубины и направления, обеспечивая тем самым более рациональный раскрой исходного материала и устраняя необходимость использования обрезных станков. При этом универсальный распиловочный агрегат для обработки цилиндрических заготовок из древесины включает в себя:
- станину с продольными направляющими,
- рабочий узел, установленный на продольных направляющих с возможностью возвратно-поступательного движения,
- режущие инструменты, закрепленные в рабочем узле и выполненные в виде комплектов, состоящих из фрез для обработки поверхности заготовки и дисковых пил для распила заготовки в двух взаимно перпендикулярных плоскостях,
- моторы, закрепленные в рабочем узле с возможностью осуществления привода режущих инструментов,
- узел центровки и фиксации заготовки,
- узел подачи заготовки в зону контакта с режущим инструментом, выполненный в виде размещенных с боковых продольных сторон станины крестообразных зажимных устройств, каждое из которых образует обойму револьверного типа, вмещающую от одной до четырех заготовок одновременно, при этом фиксация заготовки в зажимном узле предусматривает возможность поворота заготовки в любой из позиций на 180 градусов относительно продольной оси заготовки.
Одной из главных особенностей заявляемой конструкции является то, что в ней предусматривается подача заготовок не с торцевой стороны агрегата, а с двух продольных боковых сторон, что позволяет загружать и обрабатывать одновременно более одной заготовки. В варианте, который описывается в настоящей заявке, а именно в установке для двухпозиционной обработки, предусмотрена одновременная подача заготовок с двух продольных сторон установки путем размещения заготовок в обоймах револьверного типа, что дает возможность обработки до 4 заготовок одновременно. В установке для трехпозиционной обработки в рабочем процессе задействуются до 6 заготовок одновременно. В обоих вариантах установки предусмотрена жесткая фиксация заготовки торцевыми зажимами с возможностью дискретного поворота каждой заготовки вдоль ее продольной оси на 180 градусов. В то же время обойма револьверного типа также сконструирована с возможностью дискретного поворота с шагом в 90 градусов. По меньшей мере, в двух положениях заготовка подвергается обработке фрезами, а также дисковыми пилами, закрепленными в рабочем узле.
При реализации вышеупомянутой конструкции необходимо выполнить условие о том, что продольный размер станины должен превышать длину обрабатываемой заготовки, по меньшей мере, на две длины рабочего узла.
При реализации вышеупомянутой конструкции существенно, чтобы рабочий узел был выполнен с возможностью регулировки его верхней части по вертикали.
При реализации вышеупомянутой конструкции представляется целесообразным, чтобы рабочий узел в своей нижней части был снабжен лопатками или аналогичными устройствами для сортировки и вывода из рабочей зоны готовых пиломатериалов.
При реализации вышеупомянутой конструкции представляется целесообразным, чтобы режущие инструменты, закрепленные в верхней части рабочего узла, включали фрезу для обработки поверхности заготовки и, по меньшей мере, одну дисковую пилу для вертикального пропила заготовки.
При реализации вышеупомянутой конструкции представляется целесообразным, чтобы режущие инструменты, закрепленные в верхней части рабочего узла, включали, по меньшей мере, одну дисковую пилу для горизонтального пропила заготовки.
При реализации вышеупомянутой конструкции представляется целесообразным, чтобы режущие инструменты, закрепленные в нижней части рабочего узла, включали, по меньшей мере, одну дисковую пилу для завершающего вертикального распила заготовки.
При реализации вышеупомянутой конструкции представляется целесообразным, чтобы верхняя часть рабочего узла была выполнена с возможностью дополнительной установки горизонтального вала, приводящего в движение комплект режущего инструмента, состоящий из фрезы и вертикальных дисковых пил, и вертикального вала, приводящего в движение комплект режущего инструмента, состоящий из фрезы и вертикальных дисковых пил.
При реализации вышеупомянутой конструкции представляется целесообразным, чтобы моторы, закрепленные в рабочем узле с возможностью привода режущих инструментов, представляли собой двигатели мощностью от пяти до тридцати киловатт.
При реализации вышеупомянутой конструкции представляется целесообразным, чтобы узел фиксации заготовки включал в себя четыре пары торцевых зажимных устройств, выполненных в виде закрепленных на торце осевого вала пластин, снабженных шипами, при этом одна из пластин в каждой паре предпочтительно должна быть закреплена на осевом валу свободного хода, а вторая закрепляется на осевом валу с возможностью его фиксации в двух положениях, обеспечивающих поворот заготовки на 180 градусов.
При реализации вышеупомянутой конструкции представляется целесообразным, чтобы устройство подачи заготовки к узлу фиксации и центровки заготовки содержало, по меньшей мере, один кронштейн, выполненный таким образом, чтобы поступающая в агрегат заготовка автоматически занимала единственно возможное положение, при котором продольная ось заготовки должна быть параллельна продольной оси станины, а центр поперечника заготовки должен совпадать в вертикальной плоскости с осью зажимных устройств.
При реализации вышеупомянутой конструкции представляется целесообразным, чтобы каждый кронштейн был выполнен с возможностью принудительного перемещения по вертикали для горизонтальной центровки заготовок с разницей в диаметре в пределах от 5 до 150 мм.
При реализации вышеупомянутой конструкции представляется желательным, чтобы устройства для подачи заготовок с двух сторон агрегата были выполнены с возможностью независимой настройки под диаметр подающихся заготовок.
При реализации вышеупомянутой конструкции имеет смысл предусмотреть, чтобы станина была снабжена, по меньшей мере, одной парой полуосей с пневмоколесами и прицепным устройством для перевозки агрегата транспортным средством к месту временного использования агрегата.
При реализации вышеупомянутой конструкции представляется целесообразным, чтобы боковые элементы станины были выполнены с возможностью откидывания наружу для использования мобильного варианта агрегата в нерабочем состоянии в качестве прицепного устройства, вмещающего резервный запас пиломатериала.
Существо заявляемого изобретения излагается далее с привлечением графических материалов.
На Фиг.1 показана карта раскроя заготовки диаметром 190 мм при использовании прототипа [5], где видны получаемые размеры конечной продукции: 1 - обрезная доска с поперечным размером 175 мм × 50 мм, 2 - обрезная доска с поперечным размером 125 мм × 45 мм, 3 - профилированная доска с поперечным размером 100 мм × 16 мм. Как видно из приведенной карты раскроя, на сортовой пиломатериал, т.е. обрезные доски, приходится около 68% объема заготовки, и на профилированную обшивочную доску - еще около 6% объема заготовки. В целом используется от 70% до 77% древесины исходной калиброванной заготовки.
На Фиг.2 показаны два из многих возможных вариантов карты раскроя заготовки того же диаметра в 190 мм при использовании заявляемого универсального агрегата. В варианте (2.1), обеспечивающем использование заготовки на 88%, производят обрезную доску 4.1 с поперечным размером 105 мм × 52 мм, обрезную доску 5.1 с поперечным размером 105 мм × 22 мм и профилированную доску 6.1 с поперечным размером 100 мм × 16 мм. Поскольку конструкция агрегата позволяет достаточно легко адаптировать карту раскроя к размерам имеющихся заготовок, то в варианте (2.2), обеспечивающем рациональное использование древесины на 87%, предусмотрено изготовление сортовых обрезных досок 4.2 размера 155 мм × 52 мм, сортовых обрезных досок 5.2 размером 125 мм × 45 мм, профилированных обшивочных досок 6.2 размером 100 мм × 16 мм и дополнительно проклада 70 размером 30 мм × 12 мм. Из приведенных карт видно, что при распиловке на заявляемом агрегате исходный материал используется значительно более рационально, и выход сортовых пиломатериалов существенно повышен.
На Фиг.3 приведена принципиальная схема взаимного расположения узлов заявляемой установки (вид с торцевой стороны). На схеме, приведенной на Фиг.3, видны основные узлы агрегата и их взаимное расположение. На станине 7 установлен рабочий узел 11, включающий в себя силовые блоки (на схеме не показаны) и блоки с режущим инструментом. На Фиг.3 видно, что в процессе поворота револьверной обоймы 9, закрепленной на боковой стойке 126, заготовки 8 занимают в своем неизменном виде позиции А (загрузка, центровка, фиксация) и Б (нейтральная подготовительная позиция). В позициях В и Г заготовка 8 вступает в контакт с режущим инструментом рабочего узла 11, подвергаясь поверхностной обработке и распиловке во взаимно перпендикулярных плоскостях.
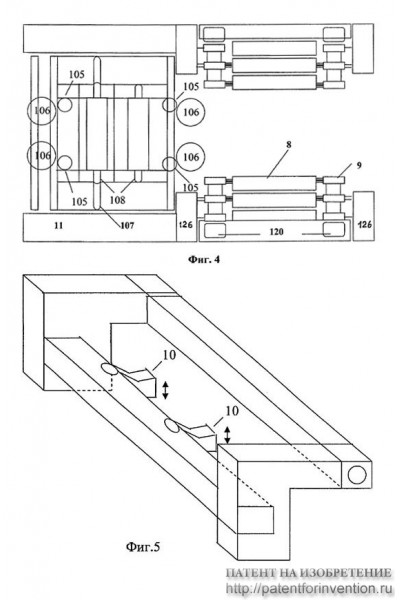
Рабочий узел 11 выполнен с возможностью горизонтального (продольного) перемещения (приводной механизм перемещения на схеме не показан) по направляющим 15 станины 7, при этом длина прохода, т.е. продольного перемещения, несколько превышает длину заготовок 8, размещенных в револьверной обойме 9 и закрепленных торцевыми зажимными устройствами 16. В реальной конструкции длина прохода превышает длину заготовки, по меньшей мере, на две длины рабочего узла 11, как показано на Фиг.4.
На Фиг.4 показана принципиальная схема взаимного расположения узлов заявляемой установки (вид сверху). Заготовки 8 закреплены с помощью зажимных устройств 16 в револьверных обоймах 9 с двух боковых сторон агрегата. Рабочий узел 11 расположен в центре агрегата и, совершая возвратно-поступательное движение от одного торца агрегата до другого торца агрегата по направляющим 15, обрабатывает заготовки 8 с помощью закрепленного в рабочем узле 11 режущего инструмента.
На Фиг.5 видно принципиальное решение узла загрузки, центровки и фиксации заготовки 8. В простейшем случае заготовка 8 скатывается в позицию А и останавливается, попадая на V-образные кронштейны 10, установленные с возможностью вертикального перемещения. Форма кронштейнов может быть также U-образной или Г-образной, однако V-образная форма желоба является предпочтительной, поскольку в нем цилиндрическая заготовка имеет возможность занимать только одно положение - самое низкое, обеспечивая центровку заготовки 8 в вертикальной плоскости. Для центровки в горизонтальной плоскости в заявляемом решении предлагается использовать механическую ручную настройку, обеспечивая торцевым зажимам 16 плавную подводку к центру заготовки, например, с помощью регулировочного болта, сдвигающего боковые стойки 126 по горизонтали относительно нижней части станины 7 (болт на схеме не показан).
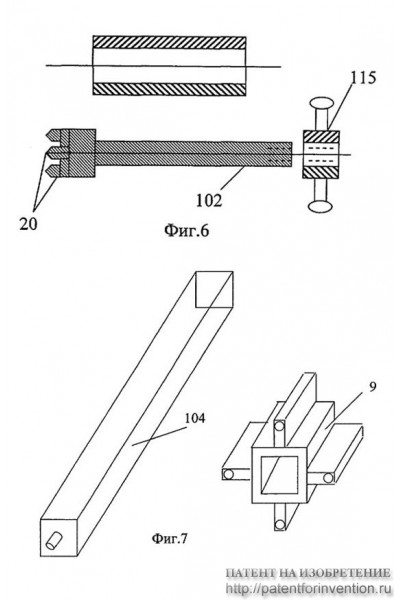
На Фиг.6 показана конструкция торцевого зажима 16, снабженного фиксирующими шипами. Пластина 19 закреплена на торцевой части вала 102 и имеет шипы 20, которые выполняют функцию шпинделя, обеспечивающего фиксацию заготовки в процессе рабочего процесса. Для фиксации заготовки достаточно иметь два торцевых зажима, при этом с одного торца заготовки 8 зажим является пассивным, т.е. закрепленный в подшипнике вал 102 может свободно вращаться, но не может перемещаться вдоль оси. На другом конце заготовка 8 фиксируется аналогичным зажимом, отличающимся тем, что вал 102 закреплен не в подшипнике, а в обойме, позволяющей плавно перемещать вал 102 вдоль оси и дискретно проворачивать его с шагом 180 градусов. Такое решение обеспечивает надежную фиксацию торцов заготовки 8, например за счет установки штурвала для ручного перемещения шипованной пластины к торцу заготовки 8, и создает возможность продольного поворота заготовки за счет установки рычага для ручного перевода заготовки во второе фиксированное положение, т.е. на 180 градусов (штурвал и рычаг не чертеже не представлены).
Фиг.7 поясняет конструкцию и принцип действия револьверной обоймы, обеспечивающей подачу заготовки в различных положениях режущему инструменту. Балка 104 является осью револьверной обоймы. На балку 104 устанавливается четырехлопастная конструкция 9, в каждой из лопастей которой имеется отверстие для вала 102 зажимного устройства 16.
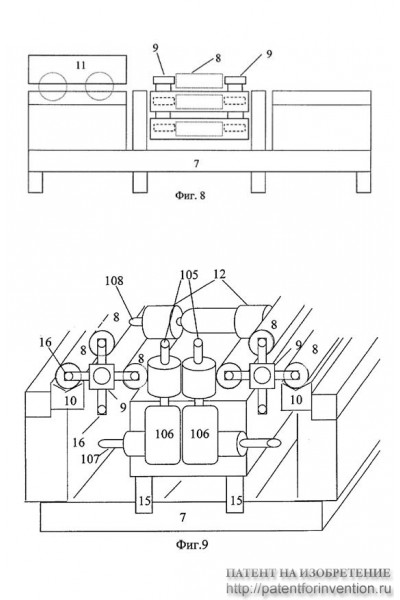
На Фиг.8 приведен вид сбоку на заявляемый агрегат, где по направляющим станины 7 перемещается рабочий узел 11. В торцевых частях станины целесообразно устанавливать концевые переключатели (на чертеже не показаны), которые активируются при контакте с рабочим узлом 11 и изменяют направление движения рабочего узла 11. Следует, однако, учесть, что процесс обработки не является строго циклическим, поэтому концевые переключатели должны иметь период задержки срабатывания, достаточный для осуществления поворота заготовки в позиции В на 180 градусов. При прохождении рабочего узла 11 мимо револьверной обоймы 9 с зажатыми в ней заготовками 8 режущий инструмент рабочего узла 11 обрабатывает заготовку.
На Фиг.9 показано схематическое изображение взаимного расположения отдельных элементов в рабочем блоке 11. Электромоторы 106 приводят во вращение вертикальные валы 105 и горизонтальные валы 108 и 107. На валах закрепляются фрезы 12 и дисковые пилы (на схеме не показаны).
Последовательность операций при обработке заготовок в универсальном распиловочном агрегате иллюстрируется с помощью Фиг.10-13.
Заготовка в виде калиброванного цилиндрического бревна скатывается в центровочное устройство, выполненное в виде кронштейнов 10, где, в случае некоторого отклонения диаметра заготовки от выбранного для обработки диаметра, с помощью регулировочного болта приподнимается или опускается до уровня центрального шипа зажимного устройства 16. С помощью штурвала 115 подвижный элемент зажимного устройства упирается в торец заготовки 8 и подталкивает заготовку 8 к пассивному элементу зажимного устройства 16. Таким образом, заготовка 8 жестко фиксируется в револьверной обойме 9 в позиции А. После этого револьверную обойму поворачивают на 90 градусов так, чтобы зафиксированная заготовка заняла верхнее положение, т.е. позицию Б. Поскольку агрегат имеет симметричную форму относительно продольной вертикальной плоскости, при описании можно ограничиться анализом работы одной из половин агрегата.
Следующим шагом является загрузка вышеописанным способом второй заготовки в позицию А, после чего выполняется очередной поворот обоймы на 90 градусов. В двухпозиционном варианте агрегата на этом этапе первая заготовка поступает в зону обработки, т.е. в позиции В, а третья заготовка подается в позицию А.
На Фиг.10 приведен вид с торца на заготовку 8 в позиции В при осуществлении первого прохода рабочего узла 11. При движении рабочего узла 11 вдоль заготовки 8 в действие первоначально вступает расположенная ближе к торцу рабочего узла 11 группа режущих инструментов. Закрепленная на вертикальном валу 105 фреза 18 обрабатывает одну из боковых сторон заготовки 8. Кроме того, закрепленные на том же валу 105 горизонтальные пилы 13 делают неглубокие пропилы в боковой поверхности заготовки (см. линии 110 и 111 на Фиг.2.1). Вслед за первой группой режущих инструментов вступает в действие вторая группа инструментов, расположенная ближе к центру рабочего узла 11. Закрепленная на валу 108 фреза 12 в процессе первого прохода обрабатывает верхнюю поверхность заготовки 8, а расположенные на том же валу вертикальные дисковые пилы 14 делают сквозные пропилы 112 и 113 (см. Фиг.2.1).
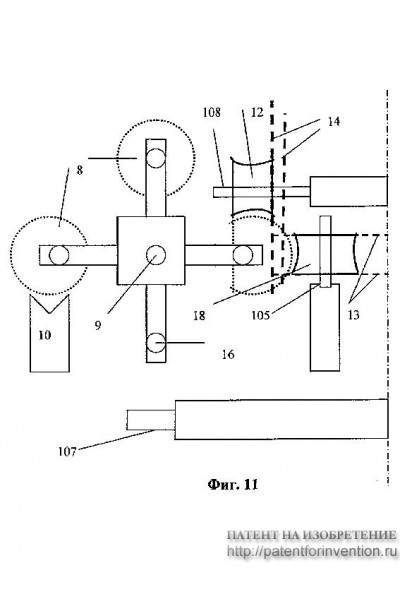
После полного прохода рабочего узла 11 вдоль заготовки 8 в позиции В процесс обработки приостанавливают и заготовку в позиции В поворачивают на 180 градусов, что позволяет в процессе следующего (второго) прохода подвергнуть обработке и распиловке вторую сторону заготовки 8. На Фиг.11 показан вид с торца на заготовку в позиции В при осуществлении обратного прохода рабочего узла (после поворота заготовки на 180 градусов).
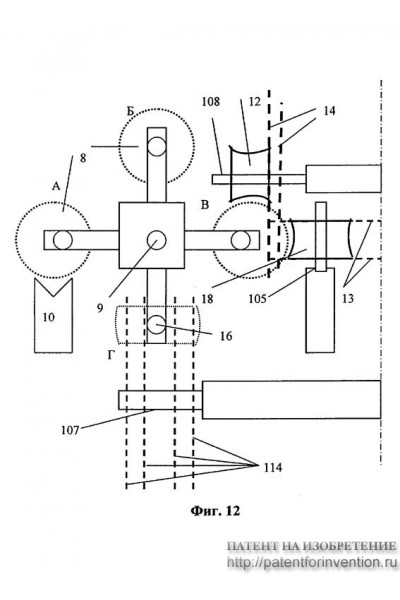
На Фиг.12 приведена схема завершающего распила заготовки, перемещенной в позицию Г. На этом этапе револьверную обойму 9 поворачивают на 90 градусов так, что обработанная с двух сторон заготовка 8 попадает в зону воздействия вертикальных дисковых пил 114, которые окончательно распиливают заготовку 8 на сортовые доски (см. Фиг.2.1).
Описанный выше вариант реализации изобретения называется двухпозиционным, поскольку заготовка подвергается обработке в двух позициях - В и Г. В зависимости от выбранной карты кроя и от наличия режущего инструмента изобретение может быть реализовано в трехпозиционном варианте, т.е. заготовка начнет подвергаться обработке уже в позиции Б. Для этого к рабочему узлу 11 добавляют верхний «этаж», содержащий дополнительный горизонтальный вал 116, на который с помощью шкива (не показан на схеме) передается усилие от электромоторов, а на торцах вала 116 размещают дополнительные режущие инструменты в виде фрезы и вертикальных дисковых пил.
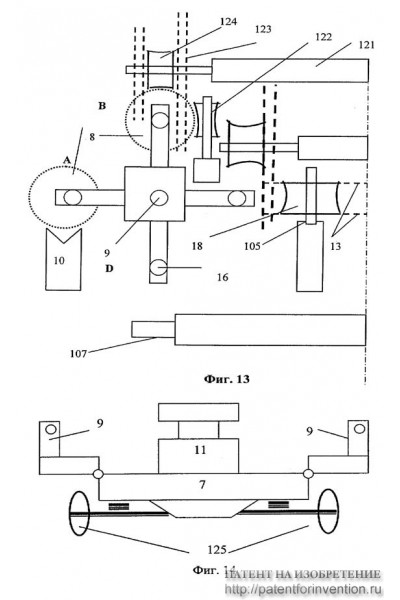
На Фиг.13 приведена последовательность операций при обработке заготовки в трехпозиционном варианте выполнения заявляемого агрегата.
Поскольку в конструкции агрегата предусмотрена возможность коррекции при центровке заготовки, то при наличии заготовок разного диаметра целесообразно настроить один приемный узел на один размер, а второй приемный узел на другой размер.
Кроме того, имеет смысл использовать возвратно-поступательное движение рабочего узла 11 для сортировки готовых пиломатериалов, которые в процессе распиловки падают к основанию станины. Снабдив рабочий узел 11 лопатками в нижней части и отрегулировав расстояние между нижними краями лопаток и поддоном станины, обеспечивают выталкивание толстых досок к одному торцу агрегата, а тонких досок - к другому торцу агрегата.
Для повышения автономности агрегата, например, для выезда на место лесозаготовок, станину агрегата целесообразно снабдить полуосями с колесами на пневматике, а электромоторы целесообразно заменить двигателями внутреннего сгорания. Кроме того, в транспортируемом варианте у станины 7 верхняя часть боковых стоек снабжена петлями, позволяющими откидывать стойки наружу на 90 градусов, что позволяет использовать станину для перевозки заготовок или готового пиломатериала.
На Фиг.14 представлена схема универсального агрегата, выполненного в мобильном варианте в виде прицепного транспортного устройства, снабженного манипулятором для загрузки заготовок.
Суммируя все вышеизложенное, можно описать конструкцию универсального распиловочного агрегата следующим образом:
Агрегат, предназначенный для обработки и распиловки цилиндрических заготовок из древесины, включает себя станину 7 с продольными направляющими 15, рабочий узел 11, установленный на продольных направляющих 15 с возможностью возвратно-поступательного движения, от одного до шести комплектов режущего инструмента, закрепленных в рабочем узле 11 и выполненных в виде сочетания фрез 12 для обработки поверхности заготовки и дисковых пил 13, 14 и 114 для распила заготовки в двух взаимно перпендикулярных плоскостях, моторы 106, закрепленные в рабочем узле 11 с возможностью осуществления привода режущих инструментов, по меньшей мере, один узел центровки и фиксации заготовки, включающий кронштейн 10 и зажимное устройство 16, по меньшей мере, один узел подачи заготовки в зону контакта с режущим инструментом, при этом данный узел выполнен в виде размещенных с продольных сторон станины крестообразных зажимных устройств, каждое из которых образует обойму 9 револьверного типа, вмещающую от одной до четырех заготовок 8 одновременно, при этом фиксация заготовки в зажимном узле предусматривает возможность поворота заготовки в любой из позиций А, Б, В и Г на 180 градусов относительно продольной оси заготовки. Для обеспечения обработки заготовки на всю длину продольный размер направляющих 15 станины 7 превышает размер заготовки, по меньшей мере, на две длины рабочего узла 11, т.е. от каждого торца заготовки 8 до торца станины оставлено достаточно места для размещения рабочего узла 11.
Рабочий узел 11 выполнен с возможностью регулировки его верхней части по вертикали для подгонки к размерам обрабатываемого типа заготовок. С той же целью кронштейн 10 также выполнен с возможностью регулировки по вертикали. При этом каждая из револьверных обойм 9 настраивается на нужный диаметр заготовки 8 независимо один от другого, что позволяет обрабатывать в агрегате два типоразмера одновременно.
Режущие инструменты, закрепленные в верхней части рабочего узла 11 на горизонтальном валу 108, включают, по меньшей мере, одну фрезу 12 для обработки поверхности заготовки и, по меньшей мере, одну дисковую пилу 14 для вертикального пропила заготовки. На вертикальном валу 105 в верхней части рабочего узла размещены, по меньшей мере, одна фреза для обработки боковой поверхности заготовки и, по меньшей мере, одна дисковая пила для горизонтального пропила заготовки. Режущие инструменты, закрепленные в нижней части рабочего узла 11 на горизонтальном валу 107, включают, по меньшей мере, одну дисковую пилу 114 для завершающего вертикального распила заготовки.
Верхняя часть рабочего узла 11 выполнена с возможностью дополнительной установки горизонтального вала 121, приводящего в движение комплект режущего инструмента, состоящий из фрезы 124 и вертикальных дисковых пил 123, и вертикального вала 122, приводящего в движение свой комплект режущих инструментов. Такая конструкция применяется при трехпозиционной обработке заготовок. При этом исключается этап поворота заготовки на 180 градусов, как это необходимо в двухпозиционном варианте, и все заготовки поворачиваются только на 90 градусов с каждым шагом револьверной обоймы. Благодаря этому трехпозиционная обработка легче поддается автоматизации.
Моторы 106, установленные в рабочем узле 11 для вращения валов с возможностью привода режущих инструментов, представляют собой двигатели мощностью от пяти до тридцати киловатт. Это могут быть электродвигатели, ДВС или иные силовые устройства, обеспечивающие возможность привода режущих инструментов.
Узел 9 фиксации заготовки включает четыре пары торцевых зажимных устройств 16, выполненных в виде закрепленных на торце осевого вала пластин, снабженных шипами 20, при этом одна из пластин в каждой паре закреплена на осевом валу свободного хода, а вторая закреплена на осевом валу 102 с возможностью его фиксации с помощью рычага 115 в двух положениях, обеспечивающих поворот заготовки на 180 градусов.
Устройство для подачи заготовки к узлу фиксации и центровки заготовки содержит, по меньшей мере, один кронштейн 10, выполненный таким образом, чтобы поступающая в агрегат заготовка автоматически занимала единственно возможное положение, при котором продольная ось заготовки параллельна продольной оси станины, а центр поперечника заготовки совпадает в вертикальной плоскости с осью зажимных устройств. Этого добиваются, придав кронштейну предпочтительно V-образной или U-образный профиль. Каждый кронштейн 10 выполнен с возможностью принудительного перемещения по вертикали для горизонтальной центровки заготовок с разницей в диаметре в пределах от 5 до 150 мм. С помощью регулировочного винта (на схеме не показан) кронштейн 10 приподнимают при малом диаметре заготовки 8 или отводят вниз при большом диаметре заготовки 8.
В ряде случаев, особенно при переходе на обработку заготовок другого диаметра, возникает необходимость регулировки положения заготовки 8 по горизонтали, чтобы обеспечить контакт с режущим инструментом в месте, определенном картой раскроя. Для этих целей имеет смысл выполнить боковые балки 126 с возможностью горизонтального хода относительно станины 7.
Устройства для подачи и центровки заготовок с каждой из сторон агрегата выполнены с возможностью независимой настройки под диаметр подающихся заготовок.
Для придания мобильности агрегату предусмотрено закрепление на нижней части станины 7, по меньшей мере, одной пары полуосей с пневмоколесами и прицепным устройством для перевозки агрегата транспортным средством к месту временного использования агрегата (см. Фиг.14). В качестве дополнительного навесного устройства может быть использован также манипулятор (на схеме не показан). Кроме того, целесообразно, чтобы боковые элементы 126 станины 7 были выполнены откидными для использования мобильного варианта агрегата в нерабочем состоянии в качестве прицепного устройства, вмещающего резервный запас заготовок или готовой продукции.
Следует иметь в виду, что описанные варианты решения поставленной задачи приведены в целях иллюстрации, и для специалистов понятно, что возможны непринципиальные отклонения от приведенной схемы компоновки агрегата и очередности этапов обработки заготовок, не выходящие за рамки формулы изобретения и данного описания.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Универсальный распиловочный агрегат для обработки цилиндрических заготовок из древесины, включающий
станину с продольными направляющими,
рабочий узел, установленный на продольных направляющих с возможностью возвратно-поступательного движения,
режущие инструменты, закрепленные в рабочем узле и выполненные в виде комплектов, состоящих из фрез для обработки поверхности заготовки и дисковых пил для распила заготовки в двух взаимно перпендикулярных плоскостях,
моторы, закрепленные в рабочем узле с возможностью осуществления привода режущих инструментов, узел центровки и фиксации заготовки, узел подачи заготовки в зону контакта с режущим инструментом, выполненный в виде размещенных с боковых продольных сторон станины крестообразных зажимных устройств, каждое из которых образует обойму револьверного типа, вмещающую от одной до четырех заготовок одновременно, при этом фиксация заготовки в зажимном узле предусматривает возможность поворота заготовки в любой из позиций на 180° относительно продольной оси заготовки.
2. Агрегат по п.1, отличающийся тем, что продольный размер станины превышает длину обрабатываемой заготовки, по меньшей мере, на две длины рабочего узла.
3. Агрегат по п.1, отличающийся тем, что рабочий узел выполнен с возможностью регулировки его верхней части по вертикали.
4. Агрегат по п.1, отличающийся тем, что рабочий узел в своей нижней части снабжен лопатками для сортировки и вывода из рабочей зоны готовых пиломатериалов.
5. Агрегат по п.1, отличающийся тем, что режущие инструменты, закрепленные в верхней части рабочего узла, включают фрезу для обработки поверхности заготовки и, по меньшей мере, одну дисковую пилу для вертикального пропила заготовки.
6. Агрегат по п.1, отличающийся тем, что режущие инструменты, закрепленные в верхней части рабочего узла, включают, по меньшей мере, одну дисковую пилу для горизонтального пропила заготовки.
7. Агрегат по п.1, отличающийся тем, что режущие инструменты, закрепленные в нижней части рабочего узла, включают, по меньшей мере, одну дисковую пилу для завершающего вертикального распила заготовки.
8. Агрегат по п.1, отличающийся тем, что верхняя часть рабочего узла выполнена с возможностью дополнительной установки горизонтального вала, приводящего в движение комплект режущего инструмента, состоящий из фрезы и вертикальных дисковых пил, и вертикального вала, приводящего в движение комплект режущего инструмента, состоящий из фрезы и вертикальных дисковых пил.
9. Агрегат по п.1, отличающийся тем, что моторы, закрепленные в рабочем узле с возможностью привода режущих инструментов, представляют собой двигатели мощностью от пяти до тридцати киловатт.
10. Агрегат по п.1, отличающийся тем, что узел центровки и фиксации заготовки включает четыре пары торцевых зажимных устройств, выполненных в виде закрепленных на торце осевого вала пластин, снабженных шипами, при этом одна из пластин в каждой паре закреплена на осевом валу с возможностью свободного хода, а вторая закреплена на осевом валу с возможностью его фиксации в двух положениях, обеспечивающих поворот заготовки на 180°.
11. Агрегат по п.1 или 10, отличающийся тем, что устройство для подачи заготовки к узлу центровки и фиксации заготовки содержит, по меньшей мере, один кронштейн, выполненный таким образом, чтобы поступающая в агрегат заготовка автоматически занимала единственно возможное положение, при котором продольная ось заготовки параллельна продольной оси станины, а центр поперечника заготовки совпадает в вертикальной плоскости с осью зажимных устройств.
12. Агрегат по п.11, отличающийся тем, что каждый кронштейн выполнен с возможностью принудительного перемещения по вертикали для горизонтальной центровки заготовок с разницей в диаметре в пределах от 5 до 150 мм.
13. Агрегат по п.11, отличающийся тем, что устройства для подачи заготовок с двух сторон агрегата выполнены с возможностью независимой настройки под диаметр подающихся заготовок.
14. Агрегат по п.1, отличающийся тем, что станина снабжена, по меньшей мере, одной парой полуосей с пневмоколесами и прицепным устройством для перевозки агрегата транспортным средством к месту временного использования агрегата.
15. Агрегат по п.1 или 14, отличающийся тем, что боковые элементы станины выполнены откидывающимися наружу для использования мобильного варианта агрегата в нерабочем состоянии в качестве прицепного устройства, вмещающего резервный запас пиломатериала.
На данный момент комментариев нет.
Только зарегистрированные пользователи могут оставлять комментарии и оценки.
| |



| | |
Сегодня 20. 04. 2024
Copyright © 2011 - 2024 Патент на изобретение. Все права защищены.



