Способ получения литых протекторов, включающий нагрев до определенной температуры охлаждаемой металлической изложницы, установку закладного стержня, заливку расплава в изложницу, выдержку металла в изложнице с ее принудительным охлаждением до заданной температуры, удаление протектора из изложницы, отличающийся тем, что используют металлическую изложницу, выполненную в виде тепловой трубы с зоной нагрева и охлаждения, нагрев которой осуществляют до температуры t 1=(1,1-1,5)tкип, где tкип - температура кипения теплоносителя в изложнице, принудительное охлаждение изложницы выполняют после заливки расплава до достижения температуры изложницы t2=(1,15-2,5)tкип, причем нагрев установленного закладного стержня осуществляют вместе с изложницей.
Изобретение относится к литейному производству, в частности к получению протекторов в охлаждаемых металлических изложницах.
Известен способ получения отливок в кокиле с тепловой трубой [1. Патент № 2276628 RU. Способ получения отливок в кокиле и кокильная машина с тепловой трубой для его осуществления. / В.В.Стулов, Б.Н.Марьин. Опубл. 10.09.2006. Бюл. № 25. С.7], включающий сборку кокиля с установкой стержня, выполненного охлаждаемым в виде тепловой трубы с зоной нагрева и охлаждения, заливку металла в кокиль, охлаждение металла в конце до заданной температуры, извлечение отливки.
Недостаток способа [1] заключается в возможности его эффективного использования только для получения полых отливок.
Известен способ получения литых протекторов в металлических изложницах [2. Кечин В.А. Теория и технология литых протекторных материалов. Владимир: ВлГУ, 2004. 181 с. См. с.179], включающий нагрев изложницы, установку предварительно нагретого закладного стержня, заливку сплава в изложницу, нагретую до определенной температуры, выдержку отливки в изложнице с охлаждением до заданной температуры, удаление литого протектора из водоохлаждаемой изложницы.
Недостаток известного способа получения протекторов [2] заключается в недостаточной эффективности охлаждения и кристаллизации сплава в водоохлаждаемой изложнице, приводящей к получению протекторов со сравнительно крупнозернистой структурой. Кроме этого, применение водоохлаждаемых изложниц не обеспечивает равномерный теплоотвод по длине и ширине охлаждаемой стенки по причине конвективного течения воды в канале, что приводит к возможности получения разнозеренной структуры протекторов. Установка в изложницу предварительно нагретого закладного стержня увеличивает количество выполняемых операций.
Заявляемый способ направлен на повышение эффективности процесса получения протекторов в металлической изложнице.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в:
- повышении эффективности охлаждения металла в металлической изложнице;
- получении более равномерной и измельченной структуры металла в литом протекторе.
Предлагаемый способ характеризуется следующими существенными признаками.
Ограничительные признаками: нагрев до определенной температуры охлаждаемой металлической изложницы; установка закладного стержня;
заливка расплава в изложницу; выдержка металла в изложнице с его охлаждением до заданной температуры; удаление протектора из изложницы.
Отличительные признаки: нагрев металлической изложницы, выполненной в виде тепловой трубы с зоной нагрева и охлаждения, осуществляют до температуры t 1=(1,1-1,5)tкип, где tкип - температура кипения теплоносителя в изложнице; принудительное охлаждение изложницы выполняют после заливки расплава до достижения температуры изложницы t2=(1,15-1,25)tкип; нагрев установленного закладного стержня осуществляют вместе с изложницей.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Выполнение металлической изложницы в виде тепловой трубы с зоной нагрева [3. Семена М.Г., Гершуни А.Н., Зарипов В.К. Тепловые трубы с металловолокнистыми капиллярными структурами. К.: Вища школа. Головное изд-во, 1984. 215 с.] обеспечивает возможность равномерного разогрева всей изложницы, что исключает появление в залитом металле зон с различной температурой.
Нагрев изложницы до температуры t1<1,1·tкип (где tкип - температура кипения теплоносителя в изложнице) не обеспечивает возможность равномерного разогрева всей изложницы по причине недостаточного давления паров теплоносителя.
Нагрев изложницы до температуры t1>1,5·tкип приводит к нецелесообразному увеличению давления паров теплоносителя в конструкции и, как результат, повышенные требования к изготовлению и прочности конструкции.
Принудительное охлаждение изложницы после заливки расплава до достижения температуры изложницы t2>1,15·tкип приводит к возможности недостаточного давления паров теплоносителя в конструкции и неравномерный ее разогрев перед последующей заливкой в нее расплава.
Принудительное охлаждение изложницы после заливки расплава до достижения температуры изложницы t2>1,25·tкип приводит к возможности нецелесообразно высокого давления паров теплоносителя в конструкции при последующей заливке в нее расплава.
Нагрев установленного закладного стержня вместе с изложницей исключает необходимость предварительного его разогрева за пределами конструкции.
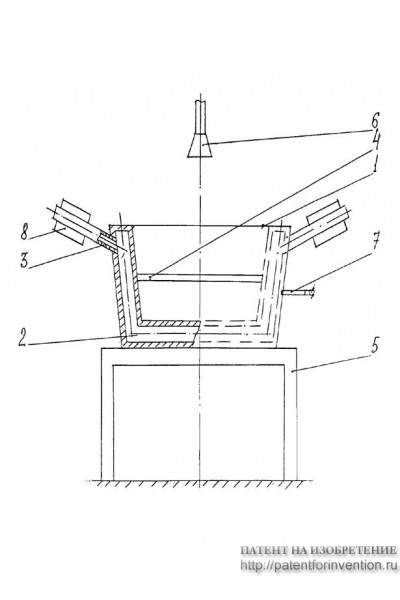
На чертеже приведен внешний вид устройства для реализации заявляемого способа получения литых протекторов.
Устройство состоит из металлической изложницы 1, выполненной в виде тепловой трубы с зоной нагрева 2 и зоной охлаждения 3, закладного стержня 4, установочного стола 5, газовой горелки 6, термопары 7, подключенной в систему автоматического управления процессом. Зона охлаждения 3 выполнена в виде оребренных труб 8.
Способ реализуется приведенным устройством следующим образом.
После расположения изложницы 1 на установочном столе 5 включают газовую горелку 6 с разогревом зоны нагрева 2 изложницы и закладного стержня 4 до заданной температуры t1=(1,1-1,5)tкип, где tкип - температура кипения теплоносителя в изложнице. При разливке цинковых сплавов в конструкции применяют теплоноситель - даутер с tкип=300°C. Тогда t 1=400°C, t2=360°C. После достижения заданной температуры изложницы фиксируемой по показаниям термопары 7 производят заливку расплава в изложницу. Принудительное охлаждение оребренных труб 8 зоны охлаждения 3 изложницы 1 осуществляют воздухом, подаваемым от компрессора до достижения температуры изложницы t2=(1,15-1,25)tкип, фиксируемой по показаниям термопары 7. После этого полученный протектор удаляют из изложницы.
Формула изобретения
Способ получения литых протекторов, включающий нагрев до определенной температуры охлаждаемой металлической изложницы, установку закладного стержня, заливку расплава в изложницу, выдержку металла в изложнице с ее принудительным охлаждением до заданной температуры, удаление протектора из изложницы, отличающийся тем, что используют металлическую изложницу, выполненную в виде тепловой трубы с зоной нагрева и охлаждения, нагрев которой осуществляют до температуры t 1=(1,1-1,5)tкип, где tкип - температура кипения теплоносителя в изложнице, принудительное охлаждение изложницы выполняют после заливки расплава до достижения температуры изложницы t2=(1,15-2,5)tкип, причем нагрев установленного закладного стержня осуществляют вместе с изложницей.