1. Кондуктор, содержащий корпус и фиксирующие элементы, отличающийся тем, что он снабжен прижимными пластинами, размещенными в боковых частях корпуса кондуктора и предназначенными для центрирования кондуктора на детали, и торцевым упором, установленным на торцевой части кондуктора и предназначенным для исключения смещения кондуктора на обрабатываемой детали, а фиксирующие элементы выполнены в виде быстросменных кондукторных втулок, предназначенных для установки в корпус кондуктора, его базирования в уже имеющихся отверстиях детали и фиксации от поворота и смещения посредством винтов и пальцев.
2. Кондуктор по п.1, отличающийся тем, что прижимные пластины выполнены в виде пластин с фрезерованным в средней части отверстием.
3. Кондуктор по п.1, отличающийся тем, что корпус выполнен с пазами для установки упомянутых прижимных пластин перпендикулярно плоскости кондуктора с фиксацией их винтами.
4. Кондуктор по п.1, отличающийся тем, что корпус выполнен с фрезерованными пазами разной глубины, расположенными на равном расстоянии друг от друга для обеспечения сверления отверстий в деталях разных толщин и возможности перестановки прижимных пластин в разные пазы корпуса.
5. Кондуктор по п.1, отличающийся тем, что торцевой упор выполнен в виде длинной пластины с продольным отверстием в средней части для крепления к кондуктору перпендикулярно его длине из условия выхода пластины за нижнюю плоскость корпуса кондуктора.
6. Кондуктор по п.1, отличающийся тем, что он снабжен винтовым зажимом для крепления и фиксации прижимных пластин и торцевого упора.
7. Кондуктор по п.1, отличающийся тем, что торцевой упор выполнен с пазом в средней части для обеспечения возможности перемещения относительно корпуса.
8. Кондуктор по п.1, отличающийся тем, что быстросменные втулки установлены на равном удалении друг от друга и выполнены разного диаметра для переноса их по длине кондуктора в заданное положение или при замене их на другой внутренний диаметр.
9. Кондуктор по п.1, отличающийся тем, что быстросменные втулки выполнены без резьбы.
Полезная модель относится к приспособлениям для крепления их к обрабатываемым изделиям и сверления в них отверстий.
Известно устройство - шаблон (кондуктор) для нагельных соединений панелей английского издательства «Collins Complete DIY Manual» опубликованного в 2001 году издательством «Harper Collins Publishers LTD» перевод оригинального английского теста и издано (ООО «Издательство ACT») - ISBN 5-17-023364-7 (ООО «Издательство Астрель») - ISBN 5-271-08924-Х 2001 год «Сделай сам: Полное руководство (ориг. - «Harper Collins Publishers LTD» - ISBN 0-00-414101-6 (англ.) Фото публикации. 5
Принято за прототип.В прототипе, как и в заявленном устройстве, используется корпус кондуктора, который базируется на обрабатываемой детали. В прототипе, в отличие от представленного решения, крепление устройства к обрабатываемой детали осуществляется прижимом в виде струбцины. Недостатком прототипа является то, что расположение запрессованных втулок в теле самого кондуктора является постоянным, также как и диаметр самой втулки, что уже исключает возможность сверления отверстий другого диаметра, при базировании кондуктора на обрабатываемую деталь, а так же невозможность использовать прототип для панелей разных толщин.
Перед автором стояла задача создания недорогого, простого в изготовлении и эксплуатации кондуктора содержащего корпус, который снабжен прижимными пластинами, размещенными в боковых частях корпуса кондуктора, предназначенными для центрирования кондуктора на детали, и торцевым упором, установленным на торцевой части кондуктора и предназначенным для исключения смещения кондуктора на обрабатываемой детали, и фиксирующих элементов, выполненных в виде быстросменных кондукторных втулок, предназначенных для установки в корпус кондуктора, его базирования в уже имеющихся отверстиях детали и фиксации от поворота и смещения посредством винтов и пальцев, а так же сверление отверстий в деталях разных толщин.
Для решения поставленной задачи (достижения вышеуказанного технического результата) была применена оригинальная конструкция устройства, механизм прижима и использование быстросменных втулок, позволяющего высверливать отверстия с последующим сопряжением деталей различной толщины с использованием нагелей.
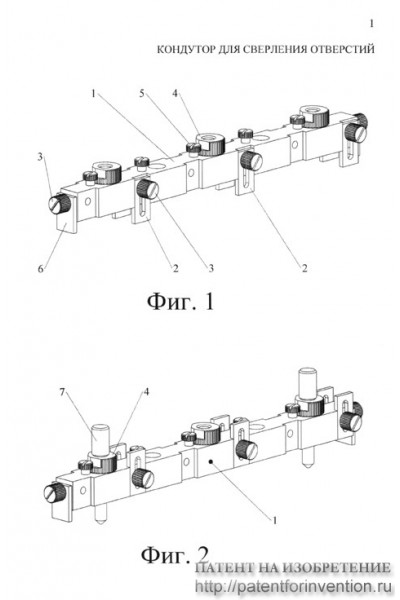
На Фиг.1 показано устройство, которое состоит из корпуса кондуктора 1. В пазы в боковых частях корпуса кондуктора 1, устанавливаются прижимные пластины 2 перпендикулярно плоскости кондуктора с фиксацией их винтовыми зажимами 3. Прижимные пластины 2 выполнены с фрезерованным в средней части отверстием. При поднятой или приподнятых прижимных пластинах 2 вверх, прижимные пластины не выходят за нижнюю плоскость корпуса кондуктора 1. Прижимные пластины 2 приподнимаются парно или раздельно в зависимости от того, какое положения необходимо для базирования кондуктора 1 на деталь. На кондукторе 1 на равном удалении друг от друга устанавливаются быстросменные втулки 4 разного внутреннего диаметра и одинакового наружного, которые устанавливаются в корпус кондуктора 1 в уже имеющиеся отверстия. В головке быстросменной втулки 4 выбран паз, уменьшающий диаметр втулки в сторону фиксирующего их винта 5. Быстросменные втулки 4 поворачиваются до упора в нижнюю часть винта 5 и фиксируются затягиванием исключая проворачивание быстросменной втулки при сверлении отверстий. На торцевой части кондуктора 1 установлен торцевой упор 6 в виде длинной пластины с продольным отверстием в средней части для крепления к кондуктору перпендикулярно его длине из условия выхода пластины за нижнюю плоскость корпуса кондуктора и винтовой зажим 3, фиксирующий торцевой упор. 3. Торцевой упор 6 выполнен с продольным пазом в средней части для обеспечения возможности перемещения относительно корпуса кондуктора 1, что позволяет перемещать кондуктор 1 по длине детали с установкой штифта в ранее просверленное отверстие.
При базировании кондуктора 1 на деталь в плоскость, торцевой упор 6 исключает смещение кондуктора 1 на обрабатываемой детали, тогда как прижимная пластина 2 в опущенном состоянии так же является упорной со стороны ребра обрабатываемой детали, а противоположная прижимная пластина 2 приподнимается и не выходит за нижнюю плоскость кондуктора 1.
При базировании кондуктора 1 на деталь в вертикальном положении, торцевой упор 6 исключает смещение кондуктора 1 при его базировании, а прижимные пластины 2 поджимаются винтовым зажимом 3 с двух сторон, обеспечивая надежную центровку при сверлении отверстий.
На Фиг.2 изображен кондуктор с установленными быстросменными втулками 4 или корпус кондуктора 1 с установочными пальцами 7 для обеспечения возможности перемещения кондуктора 1 по длине при условии, что торцевой упор, выполненный в виде длинной пластины с продольным отверстием в средней части, приподнят и прижат винтовым зажимом 3, не позволяя выходить за нижнюю плоскость кондуктора 1.
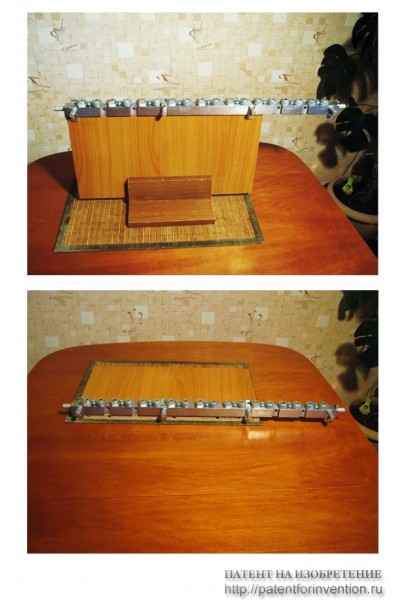
На Фиг.3 изображена фотография кондуктора.
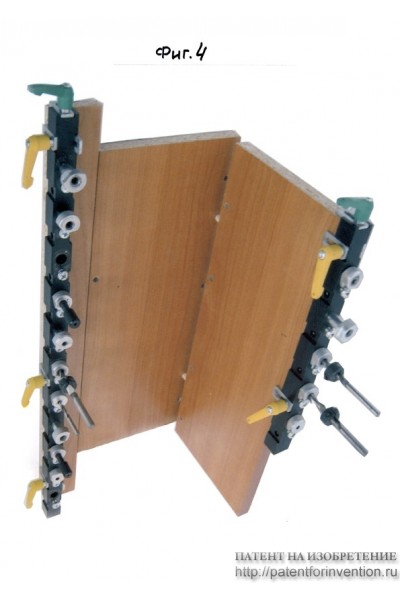
На Фиг.4 изображена фотография кондуктора базирования его в разных положениях на деталях с последующей возможностью их сопряжения.
Достоинства вышеописанной конструкции:
Предложенный вариант кондуктора для сверления отверстий сводит к минимуму затраты времени на сверление отверстий с максимальной точностью и позволяет перемещать быстросменные втулки по длине кондуктора.
Позволяет максимально быстро и точно проделывать отверстия в деталях для последующего сопряжения между собой.
Позволяет точно устанавливать и фиксировать кондуктор на детали, обеспечивает точную центровку отверстий относительно плоскостей обрабатываемого изделия, надежное и точное сопряжение деталей, а так же использование деталей различной толщины, сверление отверстий разного диаметра на сопрягаемых деталях.
Базирование кондуктора происходит с помощью прижимных пластин 2, винтовых зажимов 3 с одной стороны кондуктора или с двух сторон, а так же торцевого упора с обеспечением центрирования относительно детали.
Универсальность конструкции заключается в том, что использование установочных пальцев позволяет использовать кондуктор на деталях, в несколько раз превышающих его длину.
Раскрытие и осуществление полезной модели:
Первым существенным признаком для достижения указанного выше технического результата является механизм фиксации кондуктора на обрабатываемой детали, который позволяет обеспечить точную центровку отверстий относительно боковых поверхностей изделия. Прижимные пластины имеют возможность поднятия над уровнем плоскости кондуктора независимо от занимаемого положения противоположной пластины, что позволяет использовать кондуктор для сверления отверстий в деталях с базированием от одной грани.
Вторым существенным признаком является то, что в корпус кондуктора вставляются быстросменные втулки, которые выполнены без резьбы, фиксируемые винтами, которые исключают возможность вращения в процессе сверления, а ослабив винты, быстросменные втулки при необходимости меняются на нужный диметр и устанавливаются в нужном положении.
Быстросменные втулки выполнены из стали и могут быть закалены для повышения прочности и износоустойчивости.
Работает устройство следующим образом:
В корпус кондуктора 1 устанавливаются быстросменные втулки 4 нужного внутреннего диаметра и фиксируются винтами 5. Прижимные пластины 2 устанавливаются в фрезерованные пазы нужной глубины, расположенные в кондукторе в зависимости от толщины обрабатываемой заготовки. Торцевой упор 6 выходит за нижнюю плоскость корпуса кондуктора 1 и зафиксирован винтовым зажимом 3. Кондуктор 1 базируется на деталь, опираясь на торцевой упор 6, исключая смещение кондуктора по длине, и центрируется прижимными пластинами 2 при помощи винтовых зажимов 3. Производится сверление отверстий через установленные ранее втулки, после чего винтовые зажимы 3 ослабляются, и кондуктор снимается с детали. Кондуктор 1 с установленными ранее быстросменными втулками 4 устанавливается на ответную деталь. Фиксация кондуктора к детали производится аналогично, либо, если обрабатывается плоскость с одной торцевой поверхностью, то винтовые зажимы 3 ослабляются, позволяя тем самым прижимным пластинам 2 подняться за нижнюю плоскость корпуса кондуктора 1 со стороны, не участвующей в базировании, а с другой стороны прижимные винты 3 затягивают прижимные пластины 2 и базируются относительно доступной грани детали. При необходимости устанавливаются пальцы 7 через установленные кондукторные втулки 4, что обеспечивает дополнительную фиксацию при сверлении отверстий на детали с одной свободной поверхностью или использование кондуктора на деталях, превышающих длиной длину кондуктора.
NF1K Восстановление действия патента
Дата, с которой действие патента восстановлено: 08.06.2017